Best practice MedtecLIVE 2024
Clear to clear - laser welding without colorant
Also transparent plastics without any added colorant can be welded by laser. An extra certification of the plastics additives can be avoided. The standard wavelengths for welding with laser at 800-1'100 nm are changed and adapted to the employed type of plastics.
-
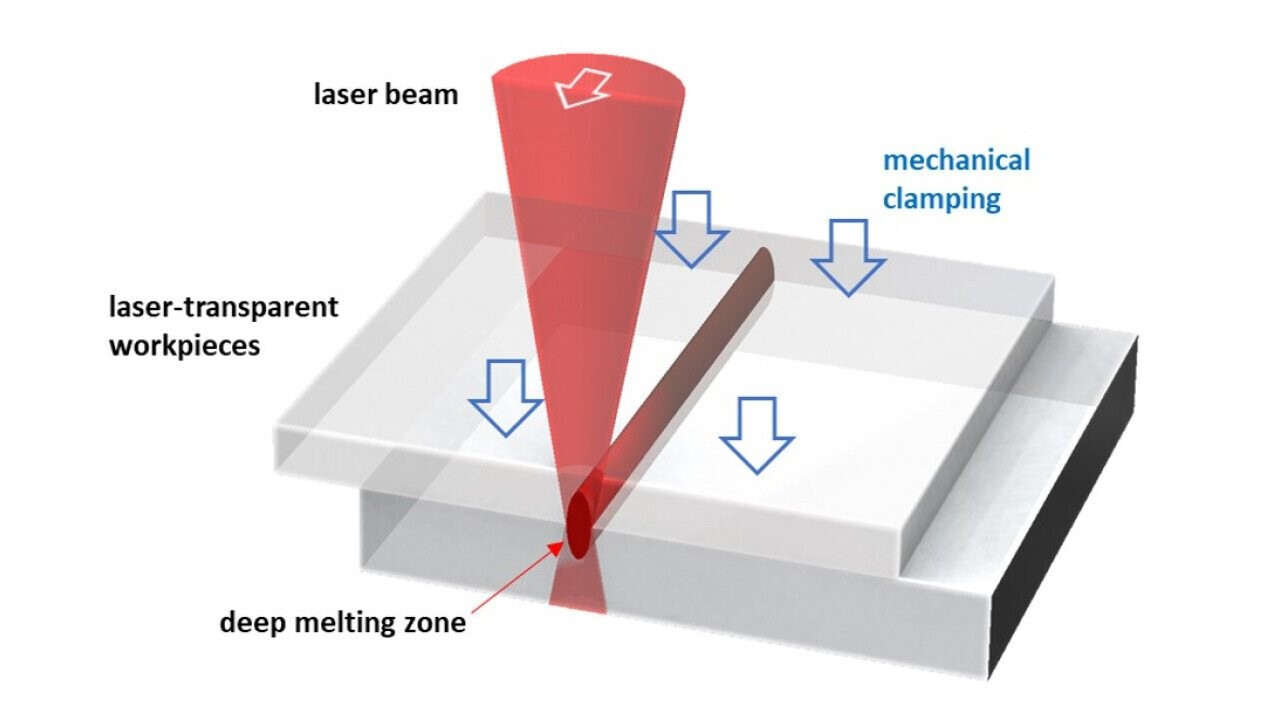
Basic principle of clear-to-clear laser welding of plastics without any additive. -
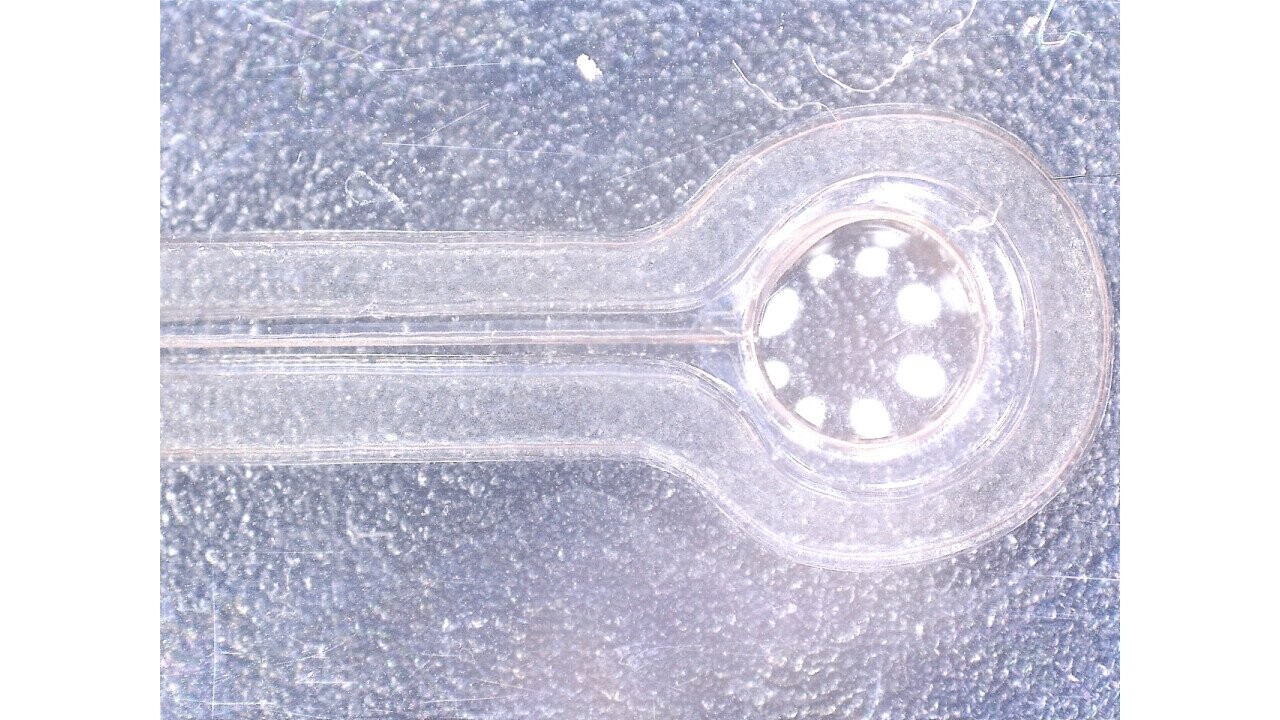
Example of micro-fluidic channel welded in transparent foils. -
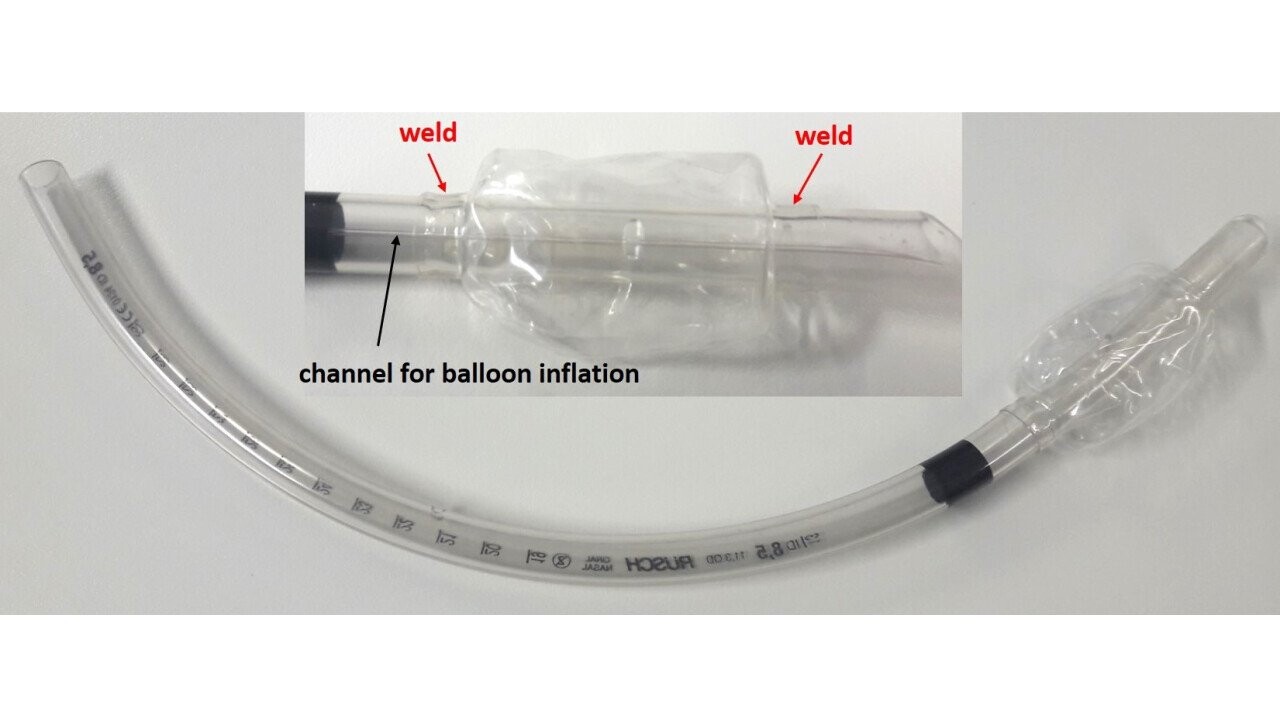
Example of balloon catheter welded on the circumference between balloon and tube. -
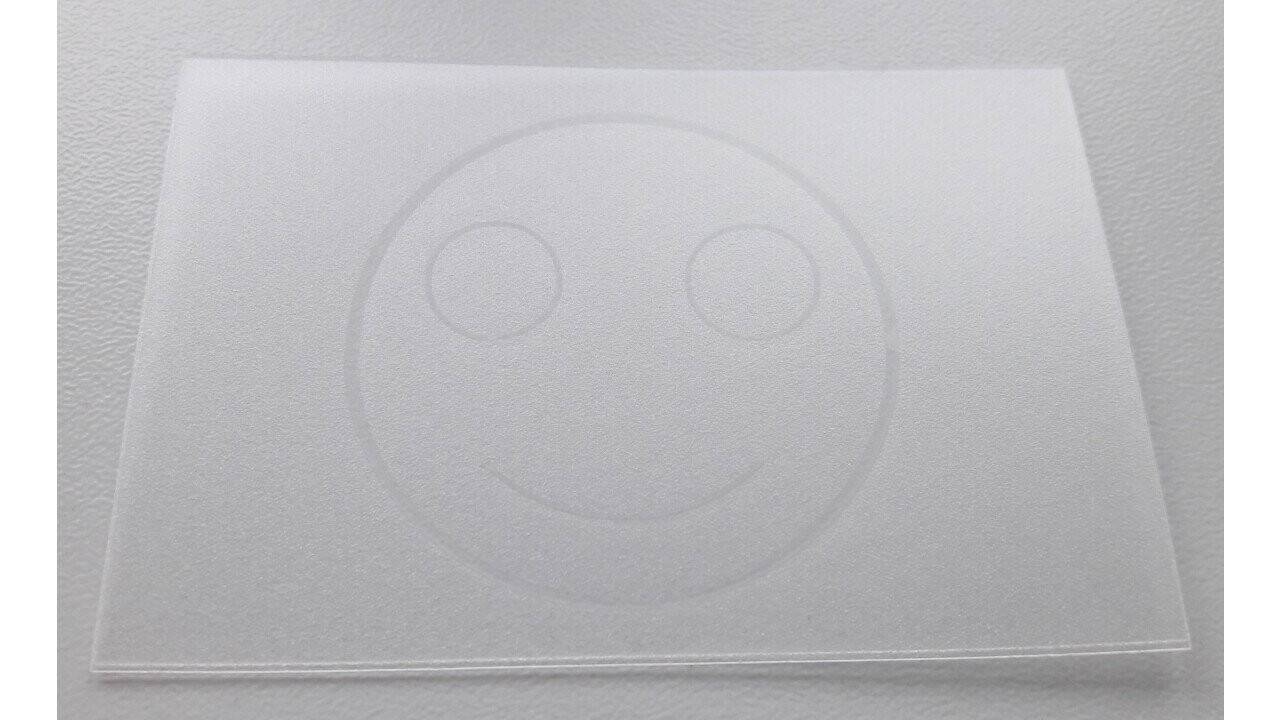
Live example at MedtecLIVE: welded transparent polypropylene foils -
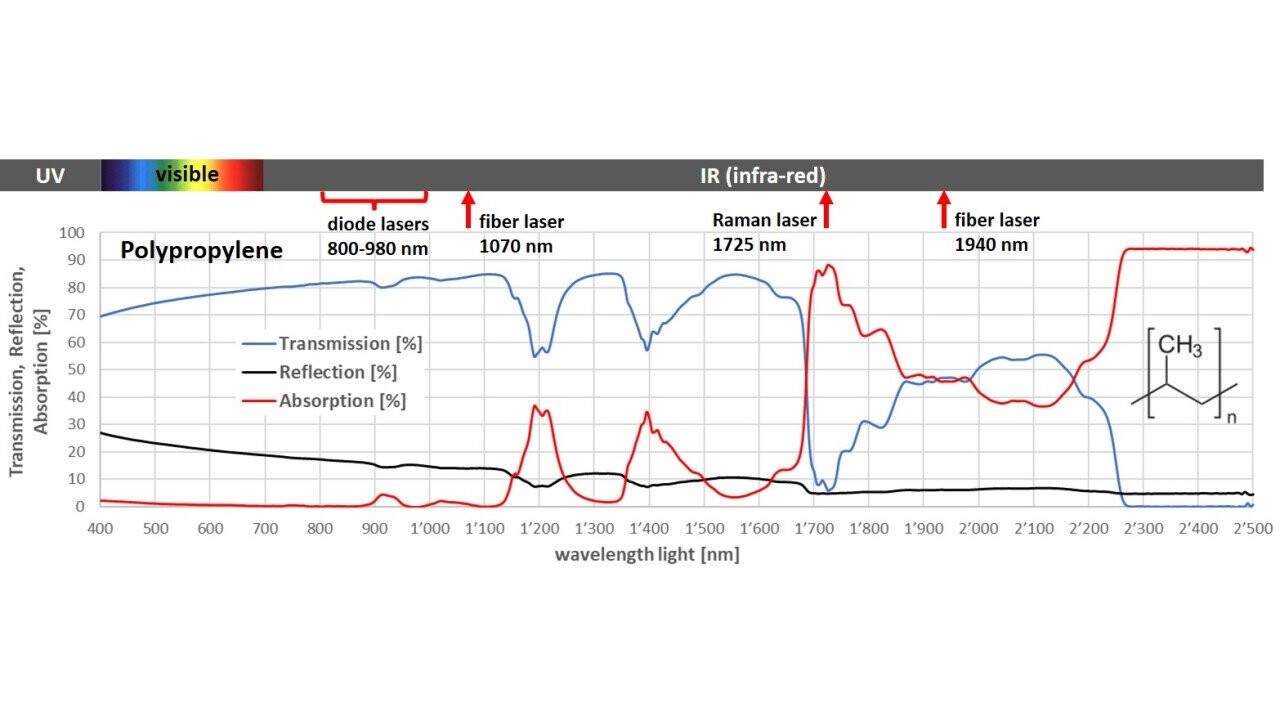
Absorption spectra of polypropylene at visible and near-infrared wavelengths. -

Detail of absorption spectrum of polypropylene in near-infrared with laser wavelengths.